- Санкт-Петербург, пр. Юрия Гагарина д.1

- Санкт-Петербург: быстрый расчет стоимости
- Точная резка без лишних затрат металла
- Партия от 1 детали, работаем по чертежу
- Цена за рез без скрытых доплат
- Точный лазерный раскрой стали
- Быстрые сроки по СПб и ЛО
- Режем от 1 детали до серии
Лазерная резка стали ООО "ФСК"
Для заказа услуг компании ООО "ФСК" свяжитесь с менеджером по телефону, электронной почте или заполните форму заказа.
+7 908 225 32 04
info@zavodmetalloizdeliy.ru
Заказать
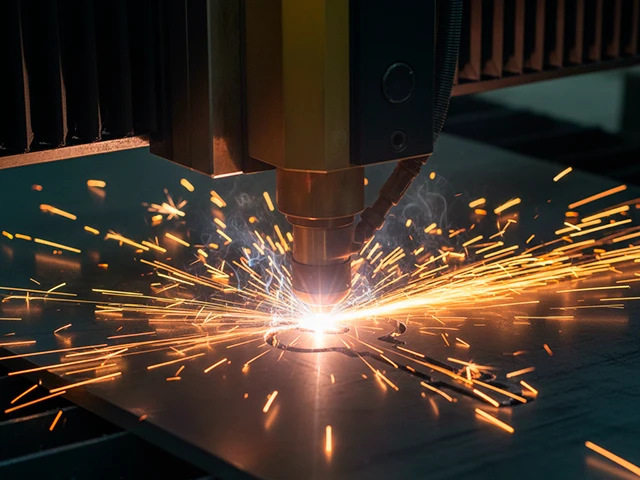
Лазерная резка стали на заказ в Санкт‑Петербурге
Завод металлоизделий предлагает услуги лазерной резки стали любой сложности — от единичных деталей до серийных партий. Основной поисковый интент страницы — заказ высокоточной резки с расчетом стоимости, поэтому в тексте делаем упор на коммерческие условия, сроки и возможности производства.
Резка стали выполняется на современных станках ЧПУ с раскроем листового, тонко‑ и толстостенного проката. Обрабатываем конструкционную, оцинкованную, нержавеющую сталь, а также алюминий и черный металл. Технология обеспечивает минимальную шероховатую кромку и точность до ±0,1 мм — это позволяет сразу переходить к гибке, сварке или порошковой покраске без дополнительной доработки.
Чтобы заказать лазерную резку стали, пришлите чертежи или техническое задание — мы рассчитаем цену и сроки изготовления за 2–4 часа. Работаем по индивидуальным размерам, серийным и оптовым заказам. Доставка готовых деталей осуществляется по Санкт-Петербургу и всей России.
- Материалы: черная, нержавеющая, оцинкованная сталь, алюминий — толщина от 0,5 до 20 мм
- Виды обработки: лазерная резка, раскрой, гибка листового металла, порошковая покраска
- Изготовление деталей по чертежам заказчика: от 1 штуки до серийных партий
- Сроки: срочная резка от 24 часов, стандартные заказы — 3–5 рабочих дней
- Расчет стоимости: бесплатно по чертежам или описанию, цена зависит от толщины и объема
- Доставка по СПб и регионам РФ, самовывоз со склада завода-изготовителя
Наши работы ООО "ФСК"
Галерея выполненных работ
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}

Сделать заказ ООО "ФСК"
Рассчитаем стоимость вашего заказа за 10 минут
Наши партнеры ООО "ФСК"
Поставщики и заказчики ООО "ФСК"






ООО "ФСК" Отзывы
Отзывы реальных заказчиков ООО "ФСК"
Свяжитесь с нами ООО "ФСК"
Свяжитесь с нами прямо сейчас
FAQ Вопросы и ответы
Ответы на частые вопросы наших клиентов
© ООО "ФСК" 2026
4.9
123 отзывов
4.8
76 отзывов
4.9
56 отзывов